Der Glasfaser-Ziehturm
FINDE ES HERAUS
In order to meet the huge demand for optical fiber for telecommunications applications, many companies have had to build new plants and install new fiber facilities all around the world. Today, the optical fiber manufacturing process is quite similar across all the manufacturers.
However, obtaining optical fiber with the very best properties and performance levels, and with a long working life, requires a certain know-how that has remained a secret. Subsequently, the performance levels of measurement instrument, along with process control, are critical to insuring that producers’ quality standards are met.
Woraus besteht ein Glasfaser-Ziehturm?
Die Glasfaser wird aus einem mehrschichtigen, reinen Glaszylinder, dem sogenannten Vorformling, gewonnen. Dieses große Rohr (üblicherweise 20 cm Durchmesser und 2 m hoch) wird senkrecht an der Spitze eines Metallturms angebracht. Da die fertige Glasfaser durch das Herunterziehen eines Tropfens gewonnen wird, wird dieser Turm üblicherweise als Ziehturm bezeichnet.
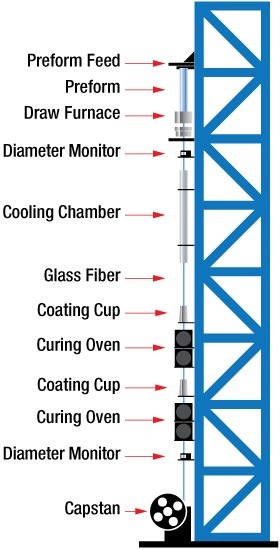
In der Industrie sind Ziehtürme mit Höhen zwischen 30 und 45 Metern weit verbreitet. Verschiedene Anlagen, die sich vom oberen bis zum unteren Ende des Turms befinden, sind erforderlich, um den Ziehprozess zu steuern und durchzuführen. Im oberen Bereich erhitzt der Ofen das untere Ende des Vorformlings, um das Glas zu schmelzen, bis ein Tropfen langsam absinkt und die erste Glasfaser herauszieht. Zu Beginn des Ziehvorgangs senkt ein mit Helium gefülltes Kühlrohr die Temperatur, bevor die Beschichtung aufgetragen wird. Die Beschichtung kann ein- oder zweistufig erfolgen und erfordert einen Härteofen, um sicherzustellen, dass die Beschichtung aushärtet, bevor die Faser mit den Rollen in Kontakt kommt. Immer häufiger werden Beschichtungsschichten heutzutage mit hochintensiven UV-LEDs (anstatt Glühlampen) ausgehärtet, um den Stromverbrauch und den Platzbedarf im Turm zu reduzieren.
Steuerung des Zeichnungsprozesses
All along the draw tower, various measurement instruments provide all of the relevant parameters needed to optimize the process:
- Diameter measurements of the bare fiber (top) and of the coated fiber (bottom).
- Position of the fiber (X-Y) and, more globally, alignment of the devices all along the draw tower.
- Drawing tension measurement to adjust the speed and temperature of the drawing process.
- Internal defect detection inside the glass, but also inside the coating layers, to prevent the optical fiber from having inadequate performance levels.
- Lump & Neckdown detection after the second coating layer.
Digital inputs and outputs, analog outputs (voltage or current), RS232, and a field bus are used to connect these devices to the tower PLC for loop requirements and measurement analysis. Globally, these specific instruments provide control capability to maintain, record and analyze product and tower parameters. Because production is 24/7 almost all year round, these devices need to be very reliable. Since increased drawing speed is an essential factor in improving the productivity of production plants, high-speed and high-accuracy performance of the devices are essential to insure complete in-line certification of the fiber.
Unsere Artikel zum Thema
.jpg)

Kontaktieren Sie die Firma CERSA MCI
Haben Sie einen spezifischen Kontroll- und Messbedarf?
Sie sind auf der Suche nach einem leistungsstarken Steuergerät?
Sie möchten eine unserer Dienstleistungen anfordern?